What Is Laser Cladding? Complete Process & Technology Guide 2026
Laser cladding (also called laser metal deposition or laser hardfacing) is an advanced surface modification and additive manufacturing process that uses a focused high-power laser beam to create a metallurgical bond between a base material (substrate) and a coating material (typically metallic powder or wire).
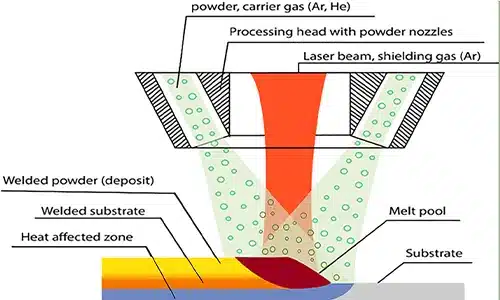
The process works by precisely melting the coating material while simultaneously heating a thin layer of the substrate surface. As the laser moves along the programmed path, the molten material rapidly solidifies, forming a dense, fully bonded, high-performance coating with exceptional wear, corrosion, and heat resistance.
Unlike traditional coating methods such as electroplating, thermal spraying, or conventional welding, laser cladding produces a true metallurgical bond with extremely low heat input and minimal dilution between the coating and substrate. This means:
- No delamination or spalling of coatings
- Virtually no distortion of the base component
- Preservation of base material mechanical properties
- Precise control over coating thickness, composition, and geometry
Laser cladding serves three primary industrial purposes:
- Wear protection: Applying hard, corrosion-resistant coatings to new components
- Component repair: Restoring worn or damaged parts to original specifications
- Dimensional correction: Fixing machining errors or manufacturing defects on high-value parts
How Does Laser Cladding Work? Step-by-Step Process
Understanding how does laser cladding work starts with knowing the core sequence of operations. The process is highly automated and precisely controlled to ensure consistent, high-quality results.
Step 1: Preparation & Fixturing
First, the component is thoroughly cleaned to remove all oil, grease, rust, and surface contaminants. The part is then securely fixtured in the laser cladding machine system, with proper alignment and positioning to ensure consistent laser focus and material delivery across the cladding area.
Step 2: Parameter Programming
A trained technician programs the cladding parameters based on the specific application:
- Laser power (typically 1000-6000W for industrial systems)
- Laser travel speed
- Powder feed rate or wire feed speed
- Spot size and focus position
- Shielding gas flow rate
- Overlap percentage between cladding tracks
These parameters are carefully calibrated based on the substrate material, cladding material, desired coating thickness, and application requirements.
Step 3: Pre-Heating (Optional)
For certain materials prone to cracking (such as high-carbon steels or cast irons), a pre-heating step may be applied to bring the component to a controlled temperature before cladding begins, reducing thermal stress and preventing cracking during cooling.
Step 4: Laser Cladding Deposition
The core of the laser cladding process begins:
- The focused laser beam creates a small, precisely controlled melt pool on the substrate surface (typically 1-5mm wide and 0.1-1mm deep)
- Coating material (powder or wire) is delivered into the melt pool simultaneously with the laser
- The laser energy melts both the coating material and a thin layer of the substrate
- As the laser head or component moves along the programmed path, the molten material rapidly solidifies (cooling rates up to 1,000,000°C per second)
- Successive cladding tracks are deposited with controlled overlap (typically 30-50%) to create a continuous, uniform coating
- For thicker coatings, multiple layers can be deposited sequentially
Step 5: Post-Processing & Quality Control
After cladding is complete, the component may undergo:
- Stress relieving heat treatment (for critical applications)
- Machining or grinding to achieve final dimensional tolerances and surface finish
- Non-destructive testing (NDT) including penetrant testing, ultrasonic testing, or X-ray inspection to verify coating integrity and detect any defects
- Hardness testing, bond strength testing, or microstructural analysis as required
Key Components of a Laser Cladding System

A complete industrial laser cladding machine consists of several integrated components working in precise coordination:
1. Laser Source
The heart of the system. Most modern industrial cladding systems use fiber lasers (1000-6000W) due to their high energy efficiency, excellent beam quality, and low maintenance requirements. Some specialized applications may use CO2 lasers or diode lasers.
2. Cladding Head
The business end of the system, delivering the laser beam and coating material to the workpiece. Most cladding heads use coaxial powder feeding (powder delivered symmetrically around the laser beam) for consistent results in any orientation.
3. Material Delivery System
- Powder feeders: Precision-metered hoppers that deliver cladding powder to the cladding head through carrier gas. Advanced systems support multiple hoppers for on-the-fly alloy blending.
- Wire feed systems: For wire-based cladding, offering higher material utilization rates (~99% vs ~85% for powder).
4. Motion Control System
Precise positioning of the laser head and/or workpiece:
- 6-axis robotic systems for complex 3D geometries (most common)
- CNC gantry systems for large flat or cylindrical components
- Rotary positioners for shaft and round parts
5. Process Monitoring & Control
Modern systems include real-time monitoring of:
- Melt pool temperature and geometry
- Laser power stability
- Powder feed rate consistency
- Shielding gas flow
- Automated defect detection
6. Auxiliary Systems
- Water chiller for laser and optics cooling
- Shielding gas supply (argon or other inert gas to prevent oxidation during cladding)
- Fume extraction and filtration system for operator safety
- Enclosures and safety interlocks (Class 4 laser safety)
Critical Laser Cladding Process Parameters
Understanding the laser cladding process requires familiarity with the key parameters that determine coating quality, productivity, and performance:
| Parameter | Typical Range | What It Affects |
|---|---|---|
| Laser Power | 1000-6000W | Penetration depth, melting rate, dilution |
| Travel Speed | 5-50 mm/s | Coating thickness, productivity, cooling rate |
| Powder Feed Rate | 5-50 g/min | Coating thickness, deposition efficiency |
| Spot Diameter | 0.5-8mm | Track width, energy density, productivity |
| Overlap | 30-50% | Coating uniformity, surface roughness |
| Dilution | 1-5% (typical) | Bond strength, coating properties |
| Shielding Gas Flow | 10-30 L/min | Oxidation prevention, weld quality |
Dilution is one of the most critical parameters in laser cladding. It refers to the percentage of substrate material mixed into the coating. Too much dilution (>10%) degrades coating properties, while too little dilution (<1%) may result in poor bonding. Laser cladding’s ability to precisely control dilution at 1-5% is one of its key advantages over traditional welding methods.
Types of Laser Cladding Processes
There are three primary laser cladding process variations, each suited for different applications:
1. Powder Injection Laser Cladding (Most Common)
- How it works: Metallic powder is injected into the laser melt pool through nozzles
- Advantages: Excellent material flexibility, good for complex geometries, wide range of available materials
- Best for: Most industrial applications, repair work, complex 3D geometries
- Material utilization: ~80-90%
2. Wire Feed Laser Cladding
- How it works: Metal wire is fed into the laser melt pool, similar to MIG welding
- Advantages: Near 100% material utilization, lower material cost, faster deposition rates for thick coatings
- Best for: High-volume production, simple geometries, large components
- Limitations: Less precise than powder, limited material availability in wire form
3. Pre-Placed Powder Laser Cladding
- How it works: Powder is pre-applied to the component surface (binder or manual placement), then scanned with laser to melt
- Advantages: Simple setup, good for small or irregular areas
- Best for: Low-volume, specialized applications, research and development
- Limitations: Less consistent, slower, not suitable for automation
Looking for Industrial Laser Cladding Solutions?
Chutian Laser designs and manufactures complete laser cladding systems for aerospace, mining, oil & gas, and power generation applications. Our engineering team can help you evaluate the right configuration for your specific needs.
Key Benefits of Laser Cladding vs Traditional Methods
Now that you understand what is laser cladding and how it works, let’s examine why it’s rapidly replacing traditional surface treatment methods across industries:
1. Superior Coating Performance
- 100% dense, pore-free coatings: No porosity issues common with thermal spraying
- True metallurgical bond: No delamination or spalling (a $100M+ problem in thermal spray applications)
- Fine, uniform microstructure: Result of rapid solidification = exceptional mechanical properties
- Coating hardness up to 65 HRC: Outperforms most traditional coating methods
2. Minimal Heat Affected Zone (HAZ)
- Laser cladding creates an extremely small HAZ: typically < 0.5mm (vs 2-5mm for PTA welding)
- No component distortion, warping, or dimensional changes
- Base material mechanical properties remain unchanged
- Suitable for thin-walled and precision components
3. Precision & Control
- Precise coating thickness from 0.1mm to 5mm per layer
- Ability to clad only specific areas, not entire components
- Excellent reproducibility and process consistency
- Minimal post-processing required
4. Material Versatility
- Process virtually any weldable metallic material
- Custom alloy formulations possible for specific applications
- No compatibility issues between dissimilar metals (in most cases)
5. Environmental Advantages
- No hazardous waste streams (unlike hard chrome plating‘s hexavalent chromium)
- Lower energy consumption than many competing processes
- Reduced material waste compared to other methods
6. Cost Effectiveness
While initial equipment investment is higher than some traditional methods, laser cladding delivers:
- 3-10x longer component life = lower total cost of ownership
- 50-90% cost savings vs component replacement
- Reduced downtime and maintenance costs
- Extended production runs between maintenance intervals
Common Industrial Applications for Laser Cladding
The unique advantages of laser cladding make it valuable across virtually every industry dealing with wear, corrosion, or high-value components:
Aerospace
- Turbo blade tip repair and seal land restoration
- Engine component dimensional restoration
- Wear protection for landing gear components
- Corrosion resistant coatings for aircraft structural parts
- Key benefit: Meets strict aerospace laser cladding material specifications with minimal heat input
Oil & Gas
- Valve gate and seat hardfacing for corrosion and wear resistance
- Drill collar and downhole tool hardbanding
- Pump plunger and shaft coatings
- Subsea component corrosion protection
- Key benefit: Superior bond strength for high-pressure, high-temperature environments
Mining & Construction
- Excavator bucket tooth and cutting edge repair
- Crusher component wear protection
- Conveyor roller and idler hardfacing
- Hydraulic cylinder rod coatings
- Key benefit: Dramatically extended component life in abrasive environments
Power Generation
- Turbine shaft and blade repair for fossil and nuclear plants
- Boiler tube corrosion and erosion protection
- Hydro turbine component anti-cavitation coatings
- Pump and valve component restoration
- Key benefit: Reduced outage time and maintenance costs
Mold & Die Manufacturing
- Injection mold repair and dimensional restoration
- Die cast die wear area repair
- Forging die hardfacing and repair
- Key benefit: No distortion = maintains critical dimensional tolerances
General Manufacturing
- Tool and die repair
- Agricultural equipment component protection
- Shaft and journal repair
- Custom surface engineering for specialized applications
Common Laser Cladding Materials
One of the greatest strengths of laser cladding is the wide range of materials that can be applied, including:
- Cobalt-Based Alloys (Stellite, Tribaloy): Best for high temperature wear, corrosion resistance, valve components. Properties: Excellent hot hardness, corrosion resistance, and thermal fatigue resistance.
- Nickel-Based Alloys (Inconel, Hastelloy): Best for high temperature applications, corrosion resistance, aerospace. Properties: Exceptional high-temperature strength and oxidation resistance.
- Iron-Based Alloys (Stainless Steels, Tool Steels): Best for general purpose wear, mold repair, cost-effective applications. Properties: Good balance of properties, lower cost, excellent machinability.
- Tungsten Carbide Metal Matrix Composites: Best for extreme abrasion resistance, mining applications. Properties: Highest wear resistance of all common cladding materials. Note: Laser’s precise heat control prevents carbide dissolution common with welding methods.
- Custom & Specialty Alloys: Application-specific formulations, functionally graded materials (gradual composition change from substrate to surface), multi-material coatings for complex performance requirements.
Laser Cladding Quality Control Factors
To ensure consistent, high-quality laser cladding results, these factors must be carefully controlled:
- Material Quality: Consistent powder/wire chemistry, particle size distribution, and purity
- Process Parameter Stability: Laser power, feed rates, and motion must be precisely controlled
- Shielding Gas Quality: Proper inert gas coverage to prevent oxidation
- Pre- and Post-Heat Treatment: Appropriate temperature control to prevent cracking
- Operator Training: Skilled technicians for programming and quality assessment
- Pre-Cleaning: Thorough surface preparation to ensure good bonding
Frequently Asked Questions About Laser Cladding
While both use lasers to melt metal, laser welding is primarily for joining two components, while laser cladding is for applying a coating to a surface. Laser cladding typically adds more material and uses powder/wire feed systems specifically designed for coating applications.
Single layers typically range from 0.1mm to 5mm thick. Multiple layers can be applied to achieve practically any thickness, though